




























































































Quand VIRIDOR confie à STADLER UK Ltd la modernisation de son unité de recyclage des matériaux de maçonnerie, elle souhaite intégrer dans le projet les solutions de tri à base de capteurs de TOMRA Sorting Recycling. Sa nouvelle usine (17 M d'euros d'investissement), est destinée à recycler les déchets de chantiers du Comté du Suffolk (marché-cadre pour les 10 ans à venir).

Ayant déjà travaillé sur plusieurs projets dans le monde, STADLER et TOMRA ont planché ensemble dès le début pour s'assurer que les installations et les équipements répondraient aux exigences spécifiques de VIRIDOR.
Avec sa nouvelle usine, VIRIDOR a pu passer sa capacité de 65.000 tonnes/an à 75.000 tonnes/an (soit 17 tonnes/heure). L'usine fonctionne à pleine capacité. La qualité de la production a été considérablement améliorée grâce aux nouveaux équipements TOMRA.
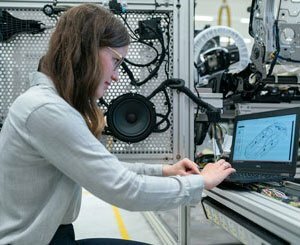
Les matériaux traités arrivent en mélange, ils sont fournis par le Comté de Suffolk. Ils passent d'abord par un process de séparation mécanique, comprenant un tambour de dosage, un séparateur balistique STADLER PPK, un tambour de criblage, des séparateurs balistiques STADLER STT 2000, des aimants overband et des séparateurs à courants de Foucault. Après cette étape de séparation mécanique, vient l'étape de séparation par air, puis le tri avec les capteurs optiques, les machines TOMRA AUTOSORT® tout nouvellement installées.
Auparavant, trois trieurs optiques TOMRA étaient déjà en place. Ils ont été remplacés par 11 nouvelles unités TOMRA AUTOSORT®. Sauf une, relativement récente (4 ans), qui a juste nécessité une mise à jour logicielle.
Les lignes de production ont été programmées pour séparer les fibres en mélange (matières de type carton, papier en mélange, journaux et brochures) et trier les plastiques par type de polymère (PET, HDPE, plastiques durs, films, pots, bacs et plateau...).
Le système AUTOSORT® inclut les toutes dernières technologies de TOMRA pour offrir une précision avancée des tâches de tri complexes à cadence élevée. AUTOSORT® apporte une précision constante pour toutes les fractions de matériaux ciblés, même au sein de flux complexes, là où les technologies conventionnelles sont généralement mises en échec.
Le résultat du tri est soumis à un contrôle qualité final avant d'être mis en balles prêtes à être transportées vers les clients finaux basés au Royaume-Uni. Les rebuts sont envoyés à l'incinération, ou en décharge.
Grâce à la mise en place de ce nouvel équipement, VIRIDOR bénéficie d'avantages opérationnels tangibles :
- Augmentation du débit (10.000 tonnes supplémentaires par an)
- Pureté des fractions obtenues. A titre d'exemple, on obtient un taux quasi parfait, à 98,5%, sur les journaux et les brochures, et à 95% sur les polymères, tels que le PET, le PEHD et les plastiques mixtes
- Gains de rentabilité, résultant du fonctionnement à pleine capacité de l'usine
- Réduction du risque d'arrêt des installations
- Flexibilité de la production, permettant de s'adapter aux évolutions du marché, et des flux de matériaux entrants
- Baisse des coûts, grâce au tri du PET et du PEHD effectué sur place, au lieu d'être envoyé dans une autre usine du groupe comme auparavant.
Steven Walsh, Ingénieur Commercial chez TOMRA Sorting Recycling, commente : " Nous avons très bien travaillé avec STADLER sur ce projet, ayant déjà collaboré ensemble tant au niveau national et international. Avant la rénovation, ce site de VIRIDOR ne pouvait trier automatiquement que des plastiques et il dépendait du tri manuel pour le carton et le papier. Aujourd'hui, nous avons l'une des usines les plus automatisées du Royaume-Uni. En intégrant les équipements de TOMRA et son expertise technique, VIRIDOR peut produire des matériaux de qualité supérieure prêts à être réintégrés dans l'économie circulaire".
Benjamin Eule, Directeur de STADLER UK Limited, ajoute : " Nous avons géré le projet d'ensemble, de la mise à l'arrêt de l'usine à la fourniture d'une solution clé en main plus moderne. Ce fut l'un des délais les plus courts de notre histoire ! Il n'aura fallu que trois mois entre la discussion initiale et la signature des contrats, puis 5 mois encore pour démarrer le projet sur site. En deux semaines de mise à l'arrêt, nous avons tout refait à neuf, à l'exception d'une des trieuses optiques de TOMRA sur laquelle a simplement été téléchargé la dernière version du logiciel. Le projet – y compris la démolition des anciens équipements – a pris 80 jours au total. Nous avons installé une nouvelle charpente métallique, des convoyeurs et tous les composants électriques nécessaires au processus. Nous avons également géré les processus de mise en service. "
Derek Edwards, directeur de VIRIDOR RECYCLING, a déclaré : " C'est de loin l'investissement le plus important réalisé sur un site de traitement des déchets de chantiers, en Angleterre, ces dernières années. VIRIDOR se concentre sur le développement d'opportunités pour réintroduire des matériaux issus du recyclage dans le circuit productif. Nous considérons les déchets comme une ressource et, grâce à l'engagement de Suffolk en faveur du recyclage, nous sommes bien placés pour tirer le meilleur parti du recyclage des déchets du Comté du Sufolk, et pour vendre ces matériaux aux clients finaux basés au Royaume-Uni. Le plan d'investissement visait à augmenter la capacité de l'usine, mais aussi à adapter la qualité aux exigences du marché. L'usine dispose des mêmes matières premières qu'auparavant, mais peut désormais traiter 10 000 tonnes de plus par an. Nous sommes ravis de ses performances. "
Sélection de produits




À lire également
-
 Eolink raccordera un démonstrateur d'éolienne flottante en 2027
Eolink raccordera un démonstrateur d'éolienne flottante en 2027
-
 Vents porteurs pour Goldwind, champion du boom chinois de l'éolien
Vents porteurs pour Goldwind, champion du boom chinois de l'éolien
-
 Ingérop renforce sa présence en Allemagne avec l'acquisition de Hyna + Weiß, spécialiste du génie civil et des infrastructures routières
Ingérop renforce sa présence en Allemagne avec l'acquisition de Hyna + Weiß, spécialiste du génie civil et des infrastructures routières
-
 Eiffage accélère dans l’éolien offshore avec l’acquisition du néerlandais HSM Offshore Energy
Eiffage accélère dans l’éolien offshore avec l’acquisition du néerlandais HSM Offshore Energy




Actualités populaires
-
 L'interdiction de mise en location des passoires thermiques assouplie au Sénat
L'interdiction de mise en location des passoires thermiques assouplie au Sénat
-
 L'arrêté modifiant le soutien au petit photovoltaïque paru au Journal officiel, l’effondrement de la filière temporairement évité mais l’autoconsommation sacrifiée
L'arrêté modifiant le soutien au petit photovoltaïque paru au Journal officiel, l’effondrement de la filière temporairement évité mais l’autoconsommation sacrifiée
-
 REP PMCB : la FFB dénonce les augmentations tarifaires avant l’ouverture des discussions prévues par la ministre
REP PMCB : la FFB dénonce les augmentations tarifaires avant l’ouverture des discussions prévues par la ministre
-
 La maison neuve de nouveau éligible au PTZ : le retour à la raison !
La maison neuve de nouveau éligible au PTZ : le retour à la raison !
Publi-rédactionnel
-
 Poignées de porte HOPPE installées en moins de 8 secondes : carré à montage rapide
Poignées de porte HOPPE installées en moins de 8 secondes : carré à montage rapide
-
 La gamme PAE d'Edilteco® : des chapes et mortiers légers alliant performance et simplicité de mise en œuvre
La gamme PAE d'Edilteco® : des chapes et mortiers légers alliant performance et simplicité de mise en œuvre
-
 KP1 étoffe son offre de Planchers isolants Milliwatt avec le nouvel EcoRupteur Longitudinal + : plus de performance, plus rapide à mettre en œuvre
KP1 étoffe son offre de Planchers isolants Milliwatt avec le nouvel EcoRupteur Longitudinal + : plus de performance, plus rapide à mettre en œuvre
-
 Le Glass Configurator d’AGC donne aussi maintenant des fiches FDES vérifiées
Le Glass Configurator d’AGC donne aussi maintenant des fiches FDES vérifiées